
 Hogar
Hogar





Línea de montaje de baterías para baterías de litio prismáticas 280ah 1p8s
Información básica.
| N º de Modelo. | automático |
| Ritmo | Línea de producción de flujo |
| Alcance de la producción | Línea de producto |
| Servicio postventa | Posventa de por vida |
| Peso | 4000 kilogramos |
| Precisión de posición | ±0,02 mm |
| Capacidad de maquinaria | 10 ppm |
| Máxima velocidad | 500 mm/s |
| Dimensión (largo* ancho* alto) | 35m*9m*3m |
| Método de enfriamiento | Refrigeración por agua |
| Longitud de onda láser | 1080nm |
| Precisión de repetibilidad | 0,01 mm |
| Campo de aplicación | Nueva industria energética |
| Paquete de transporte | Embalaje de envío internacional |
| Especificación | automático |
| Marca comercial | Láser Huiyao |
| Origen | Luoyang Henan |
| Capacidad de producción | 100 juegos/juegos por mes |
Descripción del Producto
1. Requisitos de diseño del ensamblaje automatizado de celdas de batería
1.1, parámetro técnico de ensamblaje automatizado de celdas de batería:
(1)Capacidad del equipo: ≥10PPM;
(2) La tasa excelente final es ≥99,8% (solo los productos malos causados por el equipo);
(3) Tasa de falla del equipo ≤ 2%;
(4) Compatible con una variedad de especificaciones de módulos de tamaño, cambio rápido. Estabilidad de la potencia de salida del láser (fluctuación) ≤±1%, la distancia focal del galvanómetro se puede mostrar y ajustar digitalmente, el rango es -5,0~+5,0 mm y la precisión del ajuste es ≤0,5 mm;(5)La pista de soldadura se edita mediante software de soldadura, el proceso de soldadura se automatiza, los parámetros se pueden modificar y se puede configurar la autoridad de operación y modificación
1.2, Diagrama de flujo:
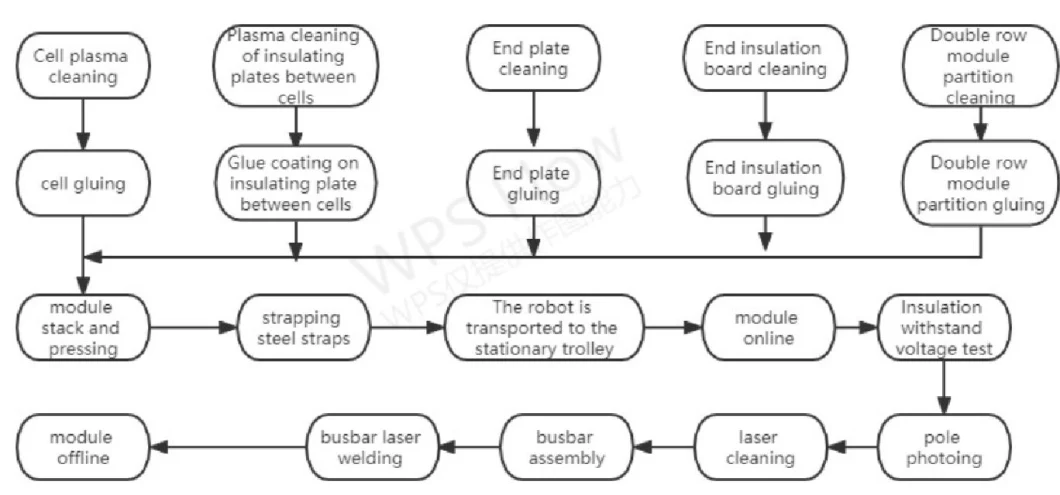
Flujo de proceso tentativo, sujeto a requisitos reales.
2. Diseño del programa
2.1 Representaciones del programa:
2.2 Tamaño del diseño:
Tamaño del diseño posterior (largo x ancho x alto): 19500 mm x 9000 mm x 3200 mm
Tamaño de diseño frontal (largo x ancho x alto): 13000 mm x 6000 mm x 2300 mm
3. Introducción al módulo de funciones
3.1 Estación de encolado y limpieza
3.1.1 Descripción del equipo:
Diagrama de estructura interna de limpieza y pegado de celdas.
Introducción de la estación de limpieza y pegado: 1. Después de que el trabajador coloca la celda de la batería en la cinta transportadora de alimentación, el equipo puede completar automáticamente la limpieza y el pegado; 2. Ritmo del equipo: 12 PPM;
3.1.2 Parámetros del equipo:
Nombre | Parámetros |
Fuente de alimentación | CA 220 V/50 Hz. |
Suministro de aire | 0,5-0,7 MPa |
Tamaño | Largo 2600 mm x ancho 1250 mm x alto 1800 mm |
Temperatura de trabajo | 5-40ºC |
rango de limpieza | X/Y(mm):300/300mm |
rango de encolado | X/Y(mm):300/300mm |
Velocidad de movimiento | X/Y/Z (mm/juego): 300 mm |
precisión de repetición | ±0,02 mm |
Peso | Alrededor de 650 kg |
proporción de pegamento | 1:1 |
mezcla AB | Mezcla dinámica |
precisión de pegado | 0,02 g, la tasa de error no supera el ± 5 % |
sistema robótico | Robot BORUNTE de 4 ejes |
Modo operativo | segmento de línea punto a punto/continuo |
Sistema de encolado | HY |
Sistema de control | HY |
Componentes neumáticos | Ártico |
servo motor | Servosistema Panasonic |
Sensores fotoeléctricos | Omrón |
Fuerza | SIGNIFICA BIEN, HENGFU |
husillo de bolas | TBI |
Guías lineales | HIWIN |
Marco | Mecanismo de soldadura Fangtong, soldadura de encimera. bloque de hierro, fresado de pórtico |
hoja de metal | Estructura de chapa totalmente cerrada, ventana transparente |
Contáctenos para más información sobre la línea de montaje automática.
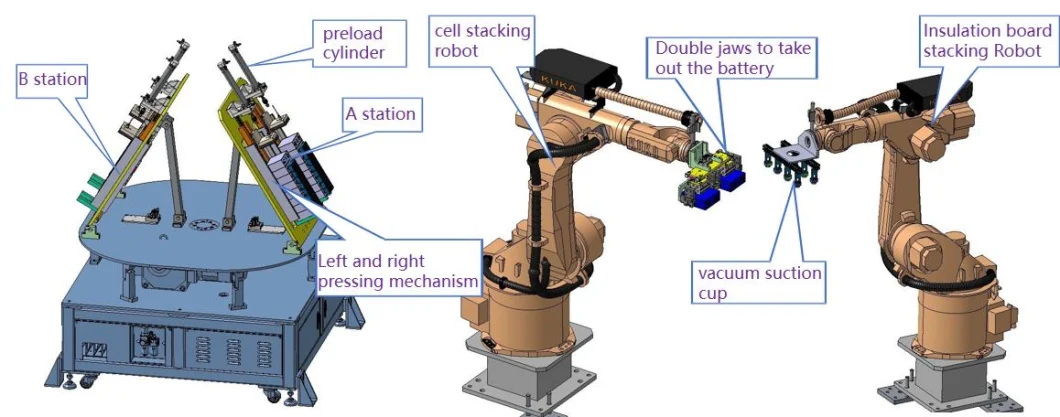
3.2 Apilamiento de mesas giratorias
3.2.1 Descripción del Flujo de Acción:
1. Proceso de acción: el robot apilador descarga y descarga materiales de la línea transportadora del equipo de encolado y realiza operaciones de apilamiento en la secuencia serie-paralelo de las recetas del módulo. Este método de apilamiento puede acomodar de manera flexible combinaciones de módulos con diferentes recetas en secuencias en serie-paralelo. La secuencia de apilamiento es de abajo hacia arriba, y se alternan las celdas y placas aislantes, desde la celda de 1ª mano a la placa aislante de 1ª mano, y luego a la celda 1 de la última mano. Durante el proceso de apilado, se preprensa y fija simultáneamente un mecanismo de presión y batido hacia abajo.
2. La pinza es controlada por un robot para controlar el mecanismo de agarre y la pinza está diseñada con células de inducción fotoeléctrica instaladas. La plataforma de apilamiento de módulos adopta un diseño de doble estación de pendiente fija. Cada estación contiene abrazaderas dobles, que pueden colocar dos celdas al mismo tiempo. Cuando la estación A está apilando, la estación B realiza sincrónicamente el trabajo de movimiento antes de la extrusión, y la estación doble se alterna para mejorar la eficiencia del apilamiento y el movimiento.
3.2.2 Explicación de la estrategia de cambio:
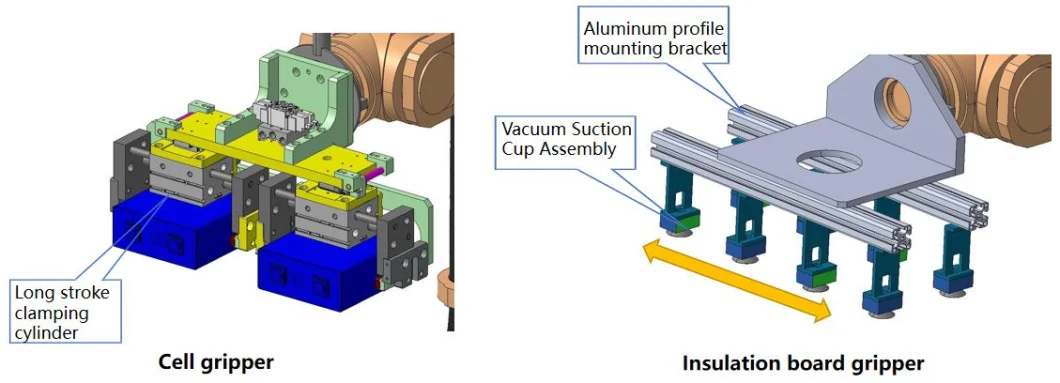
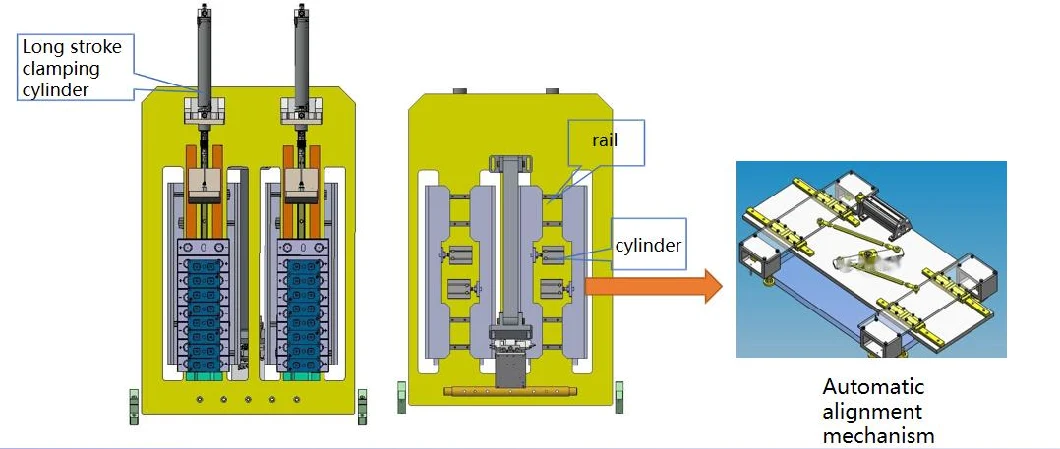
1. Cambie la pinza de celda: elija un cilindro de sujeción de carrera larga, que puede ser automáticamente compatible con diferentes tipos de celdas al cambiar;
2. Cambio de pinza de la placa aislante: el conjunto de ventosas de vacío se instala sobre el perfil de aluminio, y la distancia entre las ventosas se puede ajustar manualmente según el ancho de la placa aislante al cambiar de modelo.
3. Programa eléctrico: De acuerdo con la secuencia de apilamiento serie-paralelo de módulos compatibles, el robot realiza la operación de apilamiento de acuerdo con el programa de secuencia de apilamiento preestablecido del robot. Antes de cambiar de modelo, se transfiere el programa de apilado del producto que cambia de modelo.
3.2.3 Explicación de la estrategia de cambio:
3.3 Introducción al módulo de funciones
3.3.1 Estación de extrusión: proceso del módulo de doble fila
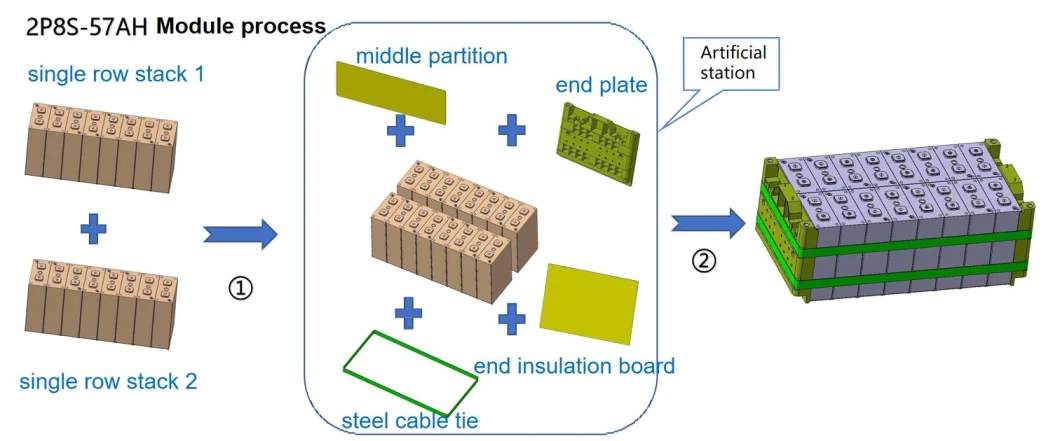
1. El robot de manipulación transporta las pilas de una sola fila 1 y 2 respectivamente desde la plataforma giratoria de apilamiento a la mesa deslizante de la mesa de extrusión, y la mesa deslizante se desliza a la posición de extrusión manual; 2. Instale manualmente el tablero divisorio central (limpieza y pegado manual), el tablero aislante del extremo (limpieza y pegado manual) y las placas finales (limpieza y pegado manual), y luego presione el botón para instalar las bridas de acero.
3.3.2 Estación de extrusión:
3.3.3 Estación de extrusión: Descripción del flujo del equipo:
1. Coloque las celdas pegadas mediante el robot de manipulación en la posición de descarga de la mesa deslizante, y la mesa deslizante se desliza automáticamente a la posición de extrusión manual;
2. Fije manualmente ambos extremos a la placa final, instale los rieles laterales, primero presione el botón de extrusión de dirección de ancho para que la dirección de longitud del módulo sea horizontal; luego presione el botón de inicio de extrusión, el cilindro impulsa la placa superior para extruir la celda. Cuando alcanza la longitud establecida, se detiene, inserta la correa de acero, perfora la correa de acero plástica y remacha el tornillo;
3. Una vez completada la instalación, presione el botón de apertura, apriete el cilindro para retraerlo y luego presione el botón deslizante, el módulo instalado se desliza nuevamente a la posición de descarga y el robot lo sujeta al carro estacionario.
3.3.4 Estación de extrusión: Estrategia de cambio explicada:
Instrucciones de cambio de herramientas de extrusión
1. Cambio de pinza de manipulación: se adopta el mecanismo de sujeción servo + tornillo y el programa eléctrico se puede cambiar con una tecla durante el cambio de modelo;
2. Cambio de mesa de extrusión: elija un cilindro de sujeción de carrera larga, que puede ser automáticamente compatible con diferentes tipos de baterías al cambiar;
3. Programa del robot: Según el tamaño del módulo compatible, el robot seguirá el programa de manipulación del robot preestablecido. Antes de cambiar de modelo, transfiera el programa de manipulación del producto de sustitución.
3.4 Introducción de valla de seguridad:
3.4 Introducción de valla de seguridad:
1. El diseño, fabricación y control de la valla de seguridad cumplen con las normativas nacionales pertinentes sobre seguridad en la producción para garantizar la seguridad del proceso productivo.
2. Se instalan vallas protectoras, vallas, redes de seguridad y otras instalaciones en lugares donde puedan producirse daños humanos o mecánicos, y se lleva a cabo la protección de enclavamiento necesaria. La cerradura de seguridad de la puerta debe estar interconectada con el sistema. La puerta de seguridad es autoblocante y no se puede abrir cuando la línea de producción está en funcionamiento.
3. Ingresar al proceso de operación de la puerta de seguridad: solicite la entrada - el robot y otros equipos están estacionados en una posición segura - se abre la puerta de seguridad - ingrese por la puerta de seguridad.
4. Proceso de operación para reanudar la producción: salga por la puerta de seguridad - confirme que no hay nadie en el área del equipo - cierre la puerta de seguridad, ingrese la contraseña de recuperación y la puerta de seguridad se cierra automáticamente - el equipo está funcionando normalmente .
3.5 Estación de prueba de tensión soportada de aislamiento:
La prueba de aislamiento antes de soldar se realiza presionando todas las sondas a través del mecanismo de prueba general y luego cambiando entre una celda y otra a través del relé. Prueba de aislamiento entre carcasa y carcasa; Procedimiento de prueba: todos los polos positivos en serie, todos los polos negativos en serie después de la prueba de aislamiento entre los dos, y luego todos los positivos. Prueba de aislamiento entre las series de polos y la carcasa, prueba de aislamiento entre todas las series de polos negativos y la carcasa.
3.6 Estación de prueba de tensión soportada de aislamiento: descripción detallada del equipo:
1. Proceso de operación: se levanta y coloca la bandeja, se presiona la sonda de la carcasa contra la placa final o la placa lateral y los relés de la sonda positiva de todas las celdas se cierran, de modo que haya aislamiento entre el electrodo positivo de la celda y el caparazón; El electrodo positivo de todas las celdas se divide en dos grupos, un grupo impar y un grupo par, y prueba el aislamiento entre los electrodos positivos.
2. Estrategia de reemplazo del modelo: De acuerdo con la disposición de las celdas correspondientes a la disposición de la paleta, establezca un sistema de coordenadas para las coordenadas del paso de omisión de fórmula. Antes de cambiar el modelo, llame al programa de coordenadas de salto de prueba, realice la prueba de la primera pieza y proceda al modo de producción después del cambio de modelo.
3.7 Estación fotográfica de poste:
Introducción de la estación fotográfica de poste:
1. Esta estación primero toma el punto MARCA del módulo y luego toma cada polo;
2. Luego vincule la información de la foto con el código del módulo y envíelo a la estación de soldadura láser.
3.7.1 Detalles del equipo:
1. El equipo se compone principalmente de una mesa tridimensional, CCD y fuente de luz, cubierta de bastidor y pistola de escaneo automático de códigos;
2. Proceso de acción: después de levantar el módulo y transferirlo a la estación de fotografía de postes a través de la cadena de doble velocidad, la etapa 3D identifica el modelo del módulo de acuerdo con el código de barras capturado por la pistola de escaneo automático de códigos. Encuentre la posición y luego dispare 2 puntos MARCA en la placa final. Una vez completado el posicionamiento, se formará un sistema de coordenadas, que se enviará a la estación de limpieza y a la estación de soldadura a través del PLC, y la bandeja de herramientas fluirá a la siguiente estación después de descender.
1. La plataforma tridimensional impulsa la cámara y el sensor de alcance para tomar fotografías y medir el alcance, lo que puede realizar una captura, un diámetro y una rectitud falsos.
2. Utilice una plantilla coincidente para localizar aproximadamente la posición del producto y luego utilice una herramienta de medición circular para determinar el centro de los dos círculos dentro y fuera del anillo polar para el posicionamiento de la soldadura.
3. Método de trabajo: el disparo de palabras completa estáticamente la medición y el posicionamiento, compatible con materiales de cobre y aluminio.
3.8 Estación de limpieza de postes
Introducción de la estación de limpieza de postes: esta estación utiliza robots y láseres para limpiar los postes;
3.8.1 Detalles del equipo:
1. El equipo se compone principalmente de seis partes principales: robot, CCD y fuente de luz, capó, pistola de escaneo automático de códigos, telémetro y galvanómetro;
2. Proceso de acción: después de levantar el módulo y transferirlo a la estación de limpieza láser a través de la cadena de doble velocidad, el robot reconoce el modelo del módulo de acuerdo con el código de barras capturado por la pistola de escaneo automático de códigos y el programa del robot ajusta automáticamente la altura. y luego realiza mediciones de distancia y fotografía de puntos MARCA. Una vez finalizada la fotografía, cada poste se limpia automáticamente de acuerdo con las coordenadas enviadas por la estación de fotografía de postes. Una vez completada la limpieza, la bandeja de herramientas desciende y fluye a la siguiente estación.
3.9 Estación de soldadura láserIntroducción a la estación de soldadura láser:
1. Esta estación primero toma el punto MARCA del módulo y luego calcula el desplazamiento de cada polo en función de los datos enviados por la estación fotográfica;
2. Se mide la distancia de todas las posiciones de soldadura de las barras colectoras y luego se realiza la soldadura láser.
3.9.1 Detalles del equipo:
1. El equipo se compone principalmente de seis partes: mesa tridimensional, galvanómetro, CCD y fuente de luz, capó del bastidor, pistola de escaneo automático de códigos y telémetro;
2. Proceso de acción: Después de levantar el módulo y transferirlo a la estación de soldadura láser a través de la cadena de doble velocidad, la tabla tridimensional identifica el modelo del módulo según el código de barras capturado por la pistola de escaneo automático de códigos, y el modelo tridimensional. El programa de mesa ajusta automáticamente la altura y luego realiza rangos y MARCA puntos. Tomar fotografías. Después de tomar las fotografías, la soldadura de la barra colectora se lleva a cabo automáticamente de acuerdo con las coordenadas enviadas por la estación de fotografía del poste. Una vez completada la soldadura, la bandeja de herramientas desciende y fluye a la siguiente estación.
3.10 Mecanismo de grúa voladiza
3.10.1 Explicación de las estrategias de cambio:
1, descripción de la estrategia de reemplazo del esparcidor:
1. Reemplazo del pasador del gancho: el pasador del gancho y la placa de conexión deben reemplazarse manualmente según los diferentes modelos de módulos;
2. Cambio en la dirección longitudinal: la dirección longitudinal es compatible y el bloque de conexión se puede ajustar manualmente directamente sobre el perfil de aluminio.
3.11 Introducción de la bandeja
3.11.1 Introducción a la plataforma: explicación de la estrategia de cambio
1. Descripción de la estrategia de reemplazo de paletas:
1. Cambio de tipo de dirección de ancho: cambie manualmente la posición del tope lateral (la placa inferior de la bandeja estará prefabricada con diferentes tipos de orificios);
2. Cambio de dirección longitudinal: reemplace manualmente la posición de la ranura para tarjetas del bloque frontal directamente.
Aplicación industrial
La línea de ensamblaje completamente automática de módulos de baterías de litio se utiliza principalmente en la producción de módulos de baterías de litio de nueva energía, módulos de baterías prismáticas, módulos de baterías de almacenamiento de energía, módulos de baterías de energía y conjuntos de soldadura de paquetes, etc.
Nuestra compañía
PREGUNTAS MÁS FRECUENTES:
P1: ¿Cuáles son los productos principales de su empresa? R: diferentes máquinas de soldadura láser y máquinas de marcado láser personalizadas, etc.
P2: ¿Cómo controlar la calidad cuando se producen equipos láser? R: Introducimos tecnología de producción avanzada internacional e implementamos estrictamente una serie de medidas de control de calidad y costos para garantizar la calidad de las máquinas láser. Además, todos los componentes se inspeccionan estrictamente de acuerdo con los estándares internacionales antes de su puesta en producción.
P3: ¿Cómo puedo saber que su máquina está diseñada para mi producto? R: Puede enviarnos muestras de su producto y lo probamos en la máquina.
P4: ¿Cuál es el tiempo de entrega? R: Las máquinas láser se le entregarán dentro de un mes después de que se confirme el pedido.
P5: ¿Tiene un certificado CE/ISO? R: Sí.
P6: Si no sabemos cómo usar la máquina, ¿pueden enseñarnos? R: Sí, lo haremos, si viene a China, le ofreceremos capacitación gratuita hasta que pueda usar la máquina libremente. Durante la instalación, tendremos nuestro Ingeniero profesional a su país para entrenar sus cosas para usarlo.
Q7 : When the machine can't work well, what should I do?A : 1. The engineer is online for 24-hours, they can check the problems and then give you solution way very soon.2. All our machines have one-year warranty. If there is any problems of machine parts under " normal use", new machine parts will be sent to you but your side should pay the shipping cost.3. Operation CD and manual will be offered along with machine,ensuring you can operate the machine easily.